|

| 品牌 | 信远科技 |
| 型号 | 20180908 |
一、自动配料、混合、包装生产设备1套
1.原料有4-6种,实际生产时为4-6种。
2.集配料、混合、包装于一体,配料、混合、包装均为自动化。
3. 厂房与产能:
(1)生产能力:≥2-10吨/小时(按包装规格5Kg-50 Kg袋)。
规定功能:
(1)将硫酸镁、硝酸钙、硝酸钾、磷酸钾、硫酸钾、氯化钾中的三种或四种物料,按照配方规定的重量配比自动配料后混合均匀,按25-50Kg/袋规格自动计量、充填、包装。
(2)原料包上平台,采用在平台人工拆包、直接向料仓倒料方式。
(3)因为部分物料含有结晶水,易吸潮,高温易液化,要求配料、混料速度快,要求生产过程减少物料与空气接触时间,防止吸水返潮。
(4)生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件为不锈钢。
(5)要求计量精确,配料精度达±0.1%-±0.2%,混合均匀高效。
(6)使用预制塑料编制袋,含内袋,内袋为PE单膜,内袋热封口,外袋线缝;人工套袋的半自动充填、封口;要求封口严密,密封性好。
(7)要求配料系统可存储多个配方,配方修改方便;可实现5Kg/袋、10Kg/袋多种规格的配料与包装。
(8)设备布置紧凑,能耗低,节能高效。
(9)操作、维修方便,性能稳定,故障率低,运行可靠。
(10)人流、物流通畅,自动化程度高,减少人工。
2. 流程:
四种或六种原料包上平台―→人工拆包、向各原料仓口投料―→按配方自动配料(电子称重)―→配好―→自动卸料至爬斗提升机料斗―→自动提升至高位平台―→自动卸料至混合机―→自动混合均匀―→自动卸料至定量包装机料仓(料位自动控制)--→人工套袋―→螺旋秤自动称重计量―→自动充填―→称好―→自动落袋―→输送―→内袋热封口―→外袋缝包。
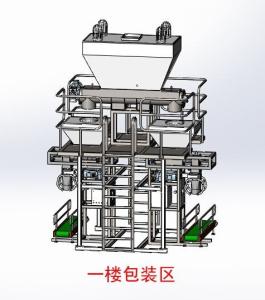
3. 设备配置:
(1)上包输送机 1台
(2)自动配料系统 1套
(3)爬斗提升装置 1套
(4)自动混合系统 1套
(5) 中转料仓 1台
(6)计量充填包装系统 1套
(7)检修平台 1套
(8)生产线总控制柜与电气控制系统 1套
气源用户自备。
将几种粉状原料进行均匀自动混合、包装的生产线设备。主要用于实现粉剂型能够水融合灌溉的肥料的配料及包装的生产工艺,可实现多种物料的全自动配料、混合、计量包装的整套冲施肥生产流程。该生产线采用自动控制系统,生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件为不锈钢。是我公司经过多年研制并结合在肥料厂使用的实践经验,不断改进完善而开发成功的冲施肥配料、包装专用设备。在国内现已有多家肥业公司使用,并得到广泛认可。设备工艺先进、自动化程度高、操作方便、产量大、占地面积小、造价相对较低,PLC全自动控制,节约人员、设备使用寿命长,具有极高的性价比。
设备性能
1.集配料、混合、包装于一体,配料、混合、包装均为自动化。
2.将3-10种物料,按照配方规定的重量配比自动配料后混合均匀,按5-10Kg/袋规格自动计量、充填、包装。
3.使用预制塑料编织袋,内袋热封口,外袋线缝;人工套袋的半自动充填、封口;封口严密,密封性好。
4.生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件为不锈钢。
5.因为部分物料含有结晶水,易吸潮,高温易液化;本生产线设备配料、混料速度快,生产过程物料与空气接触时间少,不会吸水返潮。
6.计量精确,配料精度达±0.1%-±0.2%,混合均匀高效。
7.配料系统可存储多个配方,配方修改方便;可实现5Kg/袋、10Kg/袋多种规格的配料与包装。
8.设备布置紧凑,能耗低,节能高效。
9.操作、维修方便,性能稳定,故障率低,运行可靠。
10.人流、物流通畅,自动化程度高,减少人工。
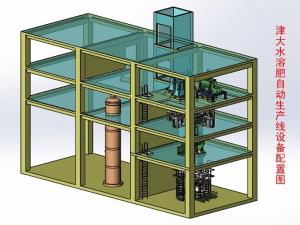
设备配置
升降机
预混料混合机
投料口开袋站及脉冲除尘系统
料仓及称重系统
螺旋给料机
螺带式混合机
储料仓
螺旋分料器
DCS-50FW/S-FT冲施肥包装机
总控制柜
适用范围
冲施肥生产线设备适用于粉剂肥料的包装,可在任何复杂的环境下工作,包装速度快、精度高、故障率低。广泛适用于肥料加工厂、农化、化工、复合肥生产厂家的行业。
工作流程
原料经升降机进入投料平台---人工将物料倒入料仓—-脉冲除尘--自动秤重--混合——进入过度料仓--分料器---包装机
技术规格
配混物料:粉状或结晶体肥料。
配混能力: ≥5吨/小时
包装能力:5kg≥2吨/小时,10kg≥3.5吨/小时
计量精度:±0.5%
电源:380V 50Hz
耗气量:15m3/min
生产线设备组成及主要功能、性能特点
升降机
在地平面由人工将物料推进升降机, 将原料运输到投料层。
预混系统
物料投入混合机,总控系统自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混合均匀。
原料储料仓及秤重系统
投料口开袋站及脉冲除尘系统
在投料平台人工将物料有投料口投入,投料口配置有进料口,仓顶除尘器接口及防粉尘开袋站及除尘系统。
DCS-50FW/S-FT水溶肥包装机
1)箱体支承架及所有接触物料部分均为304不锈钢
2)单螺旋自动供料、变频调速,实现快加、慢加、来达到称效果及精度要求。
3)传感器及其悬挂装置,核心控制部分采用*进的电子称重技术,高智能化称重控制器;装包数、装包量自动统计;计量速度快、精度高,性能长期稳定、可靠。
4)气动夹袋装置,人工套袋,气动夹袋,自动落袋。
5)有故障自检测功能,可自动检测快加、中加、慢加、称重、稳定、夹袋、卸料、落袋每个动作的状态。
6)手动状态下的强制包装功能,在自动控制程序出现故障时,可手动操作完成包装过程,生产不会中断。
7)为了避免传感器受到肥料粉尘影响,故采用了外套封装装置。
8)包装秤料仓包括料仓盖、料仓体;料仓盖带进料口、出气管,出气管连接除尘器,料仓盖与料仓体密封,304不锈钢。
9)为了避免螺旋在堵料的情况下易清理,所以螺旋管道螺杆可便于拆卸,方便清理。
10)托辊式胶带输送机
11)M袋热封口机
技术参数
包装物料 | 粉状或结晶体水溶肥、冲施肥 |
生产能力 | 1.2-16吨/小时 |
包装规格 | 5-25kg/袋(大包装) 0.1-1kg/袋(小包装) |
配料精度 | ±0.1%-±0.2% |
生产流程
原料包输送—向各原料仓口投料—开袋站及脉冲除尘系统—按配方电脑配料(电子称重)—自动卸料—气流输送系统—脉冲除尘—自动混合均匀—自动卸料至定量包装机料仓(料位自动控制)—自动计量包装
生产流程




返回顶部



