
|



| 外型尺寸 | 22 |
| 货号 | 22 |
| 品牌 | 信远科憃 |
| 用途 | 22 |
| 型号 | 20180820 |
企业使命
满足客户多元需求 搭建员工发展平台 实现企业品牌价值
企业愿景
成为中国配料、混合、包装自动化设备*者
企业价值观
信以至诚 恒以达远
企业精神
创业创新—以持续创业精神追求创新
团结拼搏—团结一致努力拼搏战胜一切困难
友爱互助—以博爱的胸怀互帮互助
合作共赢—重视合作实现多方共赢与和谐发展
经营理念
以市场为导向
以技术为核心
以质量为生命
以服务为宗旨
管理理念
品德为先 文化认同 选贤用能 公平竞争
绩效管控 奖惩分明 沟通协作 共同成长
科学计划 规范流程 及时反馈 有效调控
部分客户
华东地区:鲁西化工、山东金正大生态股份有限公司、史丹利化肥股份有限公司、世多乐青岛农业科技有限公司、山东三方化工集团有限公司、青岛海大生物集团有限公司、青岛翰生植物营养有限公司、青岛天柱化肥有限公司、山东施可丰化工股份有限公司芭田股份、芭夫特(潍坊)化工有限公司、辉隆集团、中信格义循环经济有限公司、安徽六国化工股份有限公司、安徽三星化工有限责任公司、安徽莱姆佳肥业有限公司、上海永通化工有限公司、江苏绿港现代农业发展股份有限公司
中南地区:广东唯新生物科技有限公司、广州先益农农业科技有限公司、芭田股份、茂名市春霞肥业有限公司、河南安阳喜满地肥业有限责任公司、湖北兴发化工集团股份有限公司、湖北祥云(集团)化工股份有限公司、湖南衡阳金化科技有限公司
华北地区:山西浩之大生物科技有限公司、河北根力多股份、河北高盛化肥有限公司
西南地区:米高集团、贵州开磷集团、瓮福集团、四川龙蟒集团、四川施可利化肥有限公司、四川川化青上化工有限公司、四川宜宾长江化工有限公司
东北地区:中化集团、吉林万通
西北地区:陕西中衡农资科技有限公司、宁夏顺宝现代农业股份有限公司、宁夏玉泉生物肥料有限公司、银川宝庆肥业有限公司、银川金谷丰肥业有限公司、甘肃绿能农业科技股份有限公司
十多年来我们打造出一支高素质的员工团队,可及时为全球客户提供各种不同产品的解决方案,包括整体项目的工艺流程设计、技术方案、非标线体设计、生产制造、现场安装调试、售后服务、技术培训等一整套服务。
在保证产品质量的同时,始终把好的服务给予用户。秉持“信以至诚,恒以达远,共创共赢,和谐发展”的经营理念,“从售前到售后,大限度地满足用户需求”的服务原则,我们的承诺是“想客户所想,急客户所急,客户满意就是我们的成功”。

目前的主要产品有:
多物料全自动配料、混合、计量、充填包装、开箱、装箱、封箱、码垛生产线
调料、火锅底料加工与包装成套生产线
水溶肥、冲施肥、滴灌肥、叶面肥自动化配料生产线
BB肥、配方肥、掺混肥自动化配料生产线
饲料、中药散剂全自动配料、混合、包装系统
颗粒、片状、粉料、流体全自动计量包装机
立式制袋充填包装机
多工位给袋式自动包装机
全自动抽真空、整形包装机
各类形态物料自动定量包装机
二次包装生产线
小袋装大袋包装设备
袋装箱自动流水线
码垛机器人、装箱机器人


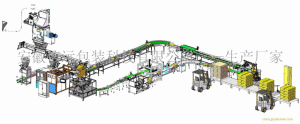
自动配料、混合、包装生产设备1套
1.原料有4-6种,实际生产时为3-4种。
2.集配料、混合、包装于一体,配料、混合、包装均为自动化。
3. 厂房与产能:
(1)生产能力:≥2吨/小时(按包装规格5Kg/袋)。
规定功能、流程与设备配置
1. 规定功能:
(1)将硫酸镁、硝酸钙、硝酸钾、磷酸钾、硫酸钾、氯化钾中的三种或四种物料,按照配方规定的重量配比自动配料后混合均匀,按25-50Kg/袋规格自动计量、充填、包装。
(2)原料包上平台,采用在平台人工拆包、直接向料仓倒料方式。
(3)因为部分物料含有结晶水,易吸潮,高温易液化,要求配料、混料速度快,要求生产过程减少物料与空气接触时间,防止吸水返潮。
(4)生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件为不锈钢。
(5)要求计量精确,配料精度达±0.1%-±0.2%,混合均匀高效。
(6)使用预制塑料编制袋,含内袋,内袋为PE单膜,内袋热封口,外袋线缝;人工套袋的半自动充填、封口;要求封口严密,密封性好。
(7)要求配料系统可存储多个配方,配方修改方便;可实现5Kg/袋、10Kg/袋多种规格的配料与包装。
(8)设备布置紧凑,能耗低,节能高效。
(9)操作、维修方便,性能稳定,故障率低,运行可靠。
(10)人流、物流通畅,自动化程度高,减少人工。
2. 流程:
三种或四种原料包上平台―→人工拆包、向各原料仓口投料―→按配方自动配料(电子称重)―→配好―→自动卸料至爬斗提升机料斗―→自动提升至高位平台―→自动卸料至混合机―→自动混合均匀―→自动卸料至定量包装机料仓(料位自动控制)--→人工套袋―→螺旋秤自动称重计量―→自动充填―→称好―→自动落袋―→输送―→内袋热封口―→外袋缝包。
3. 设备配置:
(1)上包输送机 1台
(2)自动配料系统 1套
(3)爬斗提升装置 1套
(4)自动混合系统 1套
(5) 中转料仓 1台
(6)计量充填包装系统 1套
(7)检修平台 1套
(8)生产线总控制柜与电气控制系统 1套
气源用户自备。
三、生产线设备组成及主要功能、性能特点
(一)上包输送机 1台
直接用带式输送机将三种原料包送到高平台,在平台上人工投料。材料:碳钢喷漆。
(二)自动配料系统 1套
功能:按照设定的重量配比,自动完成四种原料的配料。设备组成包括:原料仓4台、卧螺旋自动加料装置4套、称重秤斗1件、称重传感器及称重控制系统1套、称重秤斗开关门机构1套、称重系统支承架1台、振动卸料装置2套、配料电控箱及电气控制系统1套、导料器1套。
1. 原料仓4台,不锈钢,仓体厚度2mm,料仓容积0.3-0.8m3;原料仓两侧带活动
上盖,防潮和方便投料。
2.自动加料装置4套;不锈钢结构。
⑴ 卧螺杆供料,变频调速,供料电机带动螺杆转动进行快、慢两级加料,确保供料准确;
⑵ 自动加料装置与原料仓为法兰连接,卧螺杆下封盖可方便拆装;卧螺杆一端的支承为卡箍结构,给料螺杆可方便抽出,便于将螺旋清理干净。
3.秤斗1件,容仓停止加料;按同样原理依次完成2号料、3、4号料的配料;四种物料配料完成,得到总控系统放料信号,秤斗开关门机构动作,打开料门放料;物料排出干净,自动关闭料门,开始下一配料过程。
⑶ 可直接数字修改配方,可存储20个配方,配方修改、调用方便。
⑷ 有手动/自动工作状态选择,方便设备的调试与清理;每个储料仓、秤斗均有手动按钮,卧螺旋供料机可在手动状态下启动、停止,秤斗可在手动状态下打开、关闭。
⑸ 安全性设计:秤斗料门带检测装置,只有在确认料门完全关闭的情形下,才会开始下一次配料;只有在爬斗提升机料斗到达接料工位后才会卸料。
⑹ 可设定每班的配料总次数,*一次配料可设定为手动配料,这样下班时料仓内不会有多的存料,方便清理。
9. 导料器1套,不锈钢结构。
包括导料板、支架、振动下料装置。将从秤斗落下的物料导向爬斗提升机料斗,带振动装置,在导料板沾料、落料不净时自动强制卸料。
(三)爬斗提升装置 1套
将配好的物料一次性提升到混合机。料斗容量0.45m3,料斗接触物料部分为不锈钢,料斗带双向滚轮,提升轨道为槽钢。动力为钢丝绳卷扬装置,安装在提升机支架上;提升机支承架为方钢管焊接,牢固厚实,安装在平台上。
(四)自动混合系统 1套
包括:1.卧式双螺带式搅拌机1台 2. 进料接口 3、出料接口
卧式双螺带式搅拌机组成:包括电机减速机、混合机上盖、混合机筒体、双螺带搅拌机构、卸料机构、混合机出料口,全不锈钢结构。
(五)中转料仓 1台
混合机出料后的中转储料;包括:料仓体、料仓上盖、料仓料位自动控制装置,不锈钢。
① 料仓带视窗,容积0.8-1.0m3。
② 料仓带上盖,且方便打开,便于料仓的清理;上盖进料口与混合机出料口软连接,为防潮封闭设计。
③ 料仓装料位开关,自动控制混合机卸料机构的动作,料位低允许卸料,料仓满则不允许卸料,不锈钢材质。
(六)计量充填包装系统 1套
功能:混合好的物料自动卸料至包装机料仓,包装秤按照设定的重量将物料充填入包装袋,经输送机送往封包工位,热封内袋,外袋缝包,完成定量包装过程。设备配置包括:料仓料位自动控制装置1套、DCS50FW/T型定量包装机1台、托辊式胶带输送机2台、辊道输送机1台、PE单膜热封口机1台、自动缝包装置1台。
1.料仓料位自动控制装置1套,料位检测开关自动控制包装机料仓料位高度,自动控制混合机的卸料动作。
2、DCS50FW/T型定量包装机1台。
⑴ 除箱体、支承架碳钢喷塑外,包装秤所有其它部件均为不锈钢制造,包括自动供料装置、电子称重装置、气动夹袋装置、所有接触物料部分金属均为304不锈钢。
⑵ 双螺杆供料系统工作时, 供料电机带动双螺杆转动进行供料,快、慢两级加料。双螺杆传动带两组电磁离合制动器,确保供料准确。
⑶ 电子称重装置,称重传感器检测,数字设定与显示重量,计量速度快,精度高。
⑷ 气动夹袋装置,人工套袋,气动夹袋,自动落袋。
⑸ 有故障自检测功能,可自动检测快加、中加、慢加、称重、稳定、夹袋、卸料、落袋每个动作的状态。
3.托辊式胶带输送机 2台
⑴ 长度2.5m, 输送带耐磨耐腐蚀。
⑵ 机械无级变速,大梁为槽钢结构、护栏为不锈钢,牢固厚实。
⑶ 连续托辊式结构,输送带下面不会积料,不会打滑,便于清理。
4、辊道输送机1台
热封口工位,无动力不锈钢辊道。
5.PE单膜热封口机1台
PE单膜内袋的热封口,脚踏式,封口温度、时间可调。
6. 自动缝包装置1套
支架碳钢喷塑,带独立电控箱,包括胶带输送机、自动缝包装置的电源开关、工作状态选择与显示、电机短路与过载保护。
(七)检修平台 1套
含扶梯、护栏,铺防滑台板,方便设备的检修、维护。碳钢喷漆。
(八)总控制柜及生产线总控系统 1套
实现整个配料、混合、包装线的自动化,保证其连续、高效、稳定的工作。总控柜密封防潮、防尘。控制功能包括:
1.配料、混合、包装三个工艺过程的连续作业。
2.*化的程序设计,实现*效的匹配。
3.安全性设计。
四、技术规格
1.包装物料:硫酸镁、硝酸钙、硝酸钾、磷酸钾、硫酸钾、氯化钾,按需方样品。
2.生产能力: 3吨/小时(按10Kg / 袋规格)。
3.包装规格:5-10Kg / 袋。
4.计量精度:±0.5%(按10Kg / 袋规格)。
5. 电源:AC380V,50Hz
1. | 上包输送机 | |
2. | 自动配料系统 2.1原料仓4台(不锈钢) 2.2 自动加料装置(不锈钢) 2.3 称重秤斗(不锈钢) 2.4不锈钢称重传感器及电子称重控制系统 2.5 秤斗开关门机构(不锈钢) 2.6 称重系统支承架 2.7 振动卸料装置 2.8 配料电控箱及电气控制系统(不锈钢) 2.9 导料器(不锈钢) | |
3. | 爬斗提升装置 | |
4. | 混合装置(不锈钢) (含混合机、进料接口、出料接口、气动卸料机构等) | |
5. | 中转料仓(不锈钢) (含料仓体、上盖、料仓料位自动控制装置等) | |
6. | 计量充填包装系统 6.1 DCS50FW/T型定量包装机 6.2 破拱与强制下料装置 6.3托辊式皮带输送机 6.4 辊道输送机 6.5 PE单膜热封口机1台 6.6 自动缝包装置 | |
7. | 检修平台 | |
8. | 总控制柜及生产线总控系统(不锈钢) | |



返回顶部



