
|

| 品牌 | 信远科憃 |
| 型号 | 20180806 |



三、水溶肥掺混包装生产线设备技术要求
技术要求,由需方填写: | ||
技术条件 | 内容 | 备注 |
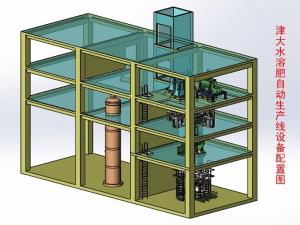
设备名称 | 水溶肥掺混包装生产线 | |
设备数量(台/套) | 1 | |
物质名称 | 物料A、物料B、物料C、物料D、物料E、填充料 | |
处理量 | 4-5/h | |
物料温度 | ||
物料含水 | ||
水份存在形式 | ||
物料性质 | ||
设备材质要求 | ||
配料方式 | 静态计量,设置2个配料口 | |
缓冲料仓 | 5个1立方的缓冲料仓;1个0.5立方的缓冲料仓 | |
静态秤进料方式 | 螺旋进料 | |
静态秤配备要求 | 称量精度:0.2% | |
控制要求 | 自控 | |
电气要求 | ||
安全防护设施 | 确保设备运转符合安全生产要求 | |
其它 | 免费提供培训,免费安装,免费调试。 | |
备注:
1、 掺混线中的缓冲料仓: 物料A、B、C、D、E缓冲料仓规格1 m3(圆形料仓),填充料缓冲 料仓0.5m3料仓(圆形料仓),(料仓顶部设置一个0.5 m3混料器,混合后放料到料仓)。材质304不锈钢,壁厚4mm。缓冲料仓要求内壁抛光,下料通畅,外部安装振动装置,内部设置破拱装置,避免物料淤积、搭桥现象。
2、配料秤使用静态计量称, 设置2个静态秤料斗,料斗使用304不锈钢,壁厚4mm。
3、实现配料、掺混、包装、罗茨风机输送连锁控制。
4、混料器使用螺带式混料器,要求混料均匀,配料养分误差小于0.2%,接触物料部分材质使用304不锈钢。
5、混合机平台单独制作,与配料部分不相连接,避免搅拌过程中振动对配料部分产生影响、降低配料精度。
6、整套系统供方必须采取有效的防尘措施,确保无粉尘外冒。
四、水溶肥掺混包装生产线设备组成及主要功能、性能特点
(一)投料口开袋站6套、脉冲除尘系统6套
1、工艺描述:在二楼由人工或输送装置将物料有投料口投入,少数预混料人工配好后直接由投料口投入预混料料仓内,仓顶除尘器接口及防粉尘开袋站及除尘系统。
2、工作原理:
(1)袋装的粉状原料由人工移至投料口, 打开投料口活动门,开袋站风机启动,开始抽风吸尘或由其他输送装置将物料从投料口投入后,下落进入原料储料仓,悬浮的粉尘被吸附在过滤袋上,随着时间的增加而积附在滤袋上的粉尘越来越多,滤袋的阻力加大,通过性降低,此时由PLC控制系统,根据过滤袋上物料厚度,启动脉冲阀,按顺序触发开启,气包内的压缩空气瞬时地经脉冲阀至喷吹管的各孔喷出,再经文氏管喷射到各对应的滤袋内;过滤袋在气流间反向作用下急剧膨胀,使积附在过滤袋上的物料粉尘脱落,使过滤袋再生,被清掉的物料落入下箱体。积附在滤袋上的粉尘被周期性的脉冲喷吹清除,使滤袋始终保持较好的通过性,保证除尘系统的连续运转。
(2)粉料投料口增设脉冲除尘系统,可解决粉料投料造成的粉尘飞扬及污染环境,确保工作环境良好。
(3)开袋站的设备组成包括:投料口、出料口、风机吸尘系统、布袋过滤器、脉冲反吹系统、电气控制系统等。
(二)原料储料仓6套
1 m3原料仓5套,0.5 m3原料仓1套,材质为304不锈钢,厚度为4mm,内壁均抛光处理,外装有振动装置,内部设置破拱装置。
(三)预混料螺带式混合机含脉冲除尘装置1套
0.5 m3原料仓上方安放有0.5m3的混合机一台,少量预混料所用。卧式螺带式搅拌机组成:包括电机减速机、混合机进料口、混合机筒体、螺带搅拌机构、卸料机构、混合机出料口、不锈钢结构等必需配件。
1、物料投入混合机,总控系统自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混合均匀。
2、混合机全容积0.5m3。
3、螺带搅拌机构,设计独特,物料左右上下三维复合运动,可快速搅拌均匀。
(1)特別适用于有粘性物料的混合,通过强制剪切,将易吸附、结团的物料搓开;
(2)混合均匀度高,可使配比大的物料均匀混合;
(3)混合速度快、效率高、装载系数大。
4、混合机筒体刚性好,通过减震装置直接安装于一楼平台支架上。
5、卸料机构设计为气动开、关料门,除在筒底有极少存料外,可卸料干净。
6、混合机出料口通过出料接口与包装机料仓进料口软连接,为防潮封闭设计。
7、独立电控箱,手动控制混合启动、放料门打开、混合停止、关闭料门的各个动作。
8、所有接触物料设备材质均为304不锈钢
9、提高混合机的进料速度,减少下料时的粉尘。设备组成包括:抽风机、布袋过滤器、脉冲反吹系统、电气控制系统等。
(四)静态称重系统2套
1、秤斗2件,容积0.5-0.8m3,304不锈钢,厚度4mm。



返回顶部



