
|


| 品牌 | 信远科憃 |
| 型号 | 201801727 |
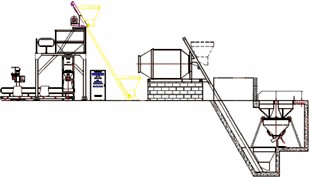
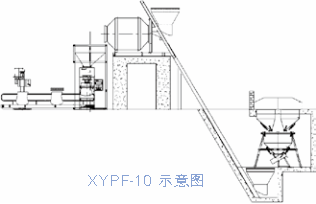


(一)PL18型自动配肥系统 1套
功能:按照规定的重量配比,自动完成五种原料的配料。
设备组成:原料仓5台、原料仓支架及仓加高隔板1组、自动加料装置5套、秤斗1件、称重传感器及其悬挂系统4套、称量系统支承架1组、秤斗开关门机构1套、电控箱及电气控制系统1套
1.原料仓5台,不锈钢。
2.原料仓支架及仓加高隔板1组。原料仓支架预埋在混凝土结构的上平面,便于原料仓的连接固定;5个仓的加高隔板,防止倒料时窜料,且可加大料仓容积。
3.自动加料装置5套。不锈钢结构;多行程气缸,气动开关料门;含快加、慢加两级加料方式;料门大小、结构,按各物料流动性、配比的不同而具体设计。
4.秤斗1件上方下园结构,容积0.7m3。不锈钢。
5.不锈钢称重传感器及其悬挂系统4套。
6.称量系统支承梁1组,连接称重悬挂系统,支承秤斗。
7.秤斗开关门机构1套,不锈钢结构,气动开关料门。
8.电控箱及电气控制系统1套。电控箱为不锈钢,密封防水、防尘。配料系统按照设定的次序和重量,依次完成各物料的配料。先开启料仓1,向称重斗加料,开始为大供料,物料1重量接近设定值,自动变为细供料,重量达到目标值,关闭1号仓;接着开启料仓2,向称重斗加料,开始为大供料,物料2重量接近设定值,自动变为细供料,重量达到目标值,关闭2号仓;按同样原理依次完成3号料、4号料、5号料的配料;五种物料配料完成,得到总控系统放料信号,秤斗开关门机构动作,打开料门放料;物料排出干净,自动关闭料门,开始下一个配料过程。
(二)肥料混合、提升装置 1套
功能:将配好的配料由导料装置自动卸入提升机。由提升机自动送进混合机,搅拌均匀自动卸料。
设备配置:包括XY500型肥料混合机一台和单斗往复式爬斗提升机一台。
1.单斗往复式提升机1台。
料斗带双向滚轮,提升轨道为槽钢。动力为钢丝绳卷扬装置,安装在提升机 底部;支承架为方钢管焊接,牢固厚实。
2. 混合机一台
总控系统自动控制混合、出料过程,混合时间、出料时间的长短均可设定,确保混合均匀。混合机筒体厚度5mm,接料口厚度4mm。
(三)自动定量包装机、缝包装置 1套
功能:将混合好的肥料自动卸料至包装机料仓,包装秤按照设定的重量将物料充填入包装袋,经输送机送往缝包机工位,自动缝包,完成定量包装过程。
设备配置:料仓及其高位支承架1组、DCS50T型定量包装秤1台、胶带输送机1台、自动缝包装置1台。
1. 料仓及其高位支承架1组。
料仓为不锈钢,高位支承架为方钢管焊接,牢固厚实。
2. DCS50T型定量包装秤1台。
⑴ 所有接触物料部分均为不锈钢。
⑵ 自动供料装置,分为三级,包括快加、中加、慢加。
⑶ 电子称重装置,进口传感器检测,动态称重,数字设定与显示重量,计量速度快,精度高。
⑷ 气动夹袋装置,人工套袋,气动夹袋,自动落袋。
⑸ 有故障自检测功能,手动状态下的强制包装功能。
3.4米输送机1台,
机械无级变速,高度可调,紧密托辊结构,长4m,包含扎内袋工位,配不锈钢护栏。
4.自动缝包装置1台,碳钢喷塑。
(四)总控制柜及生产线总控系统 1套
功能:实现整个配料包装线的自动化,保证其连续、高效、稳定的工作。总控柜为不锈钢,密封防水、防尘。
控制功能包括:
1.配料、混合、包装三个工艺过程的连续作业。
2.*化的程序设计,实现*效的匹配。
3.安全性设计。
三、技术规格
1.包装物料:较好流动性的固体颗粒料
2.生产能力:15吨~18吨 / 小时(5万吨/年)
3.包装规格:50Kg / 袋
4.计量精度:50Kg±20g
四、质量保证与服务
1.供方指导设备的安装,负责调试以及培训需方的操作与维护人员(需方提供设备安装必需的吊装设备与人员)。
2.设备质保期壹年,并实行终身保修。质保期内设备由于供方原因发生故障, 供方免费维修或更换故障部件;由需方原因造成的维修费用, 供方只收配件费及实际发生的直接费用。



返回顶部



