
|



| 外型尺寸 | 555 |
| 货号 | 555 |
| 品牌 | 信远科憃 |
| 用途 | 555 |
| 型号 | 20180702 |
工艺流程
原料经升降机进入投料平台---人工将物料倒入料仓—-脉冲除尘--自动秤重--混合——进入过度料仓--分料器---包装机
设备配置
升降机
预混料混合机
投料口开袋站及脉冲除尘系统
料仓及称重系统
螺旋给料机
螺带式混合机
储料仓
螺旋分料器
DCS-50FW/S-FT水溶肥包装机
总控制柜
部分客户
华东地区:鲁西化工、山东金正大生态股份有限公司、史丹利化肥股份有限公司、世多乐青岛农业科技有限公司、山东三方化工集团有限公司、青岛海大生物集团有限公司、青岛翰生植物营养有限公司、青岛天柱化肥有限公司、山东施可丰化工股份有限公司芭田股份、芭夫特(潍坊)化工有限公司、辉隆集团、中信格义循环经济有限公司、安徽六国化工股份有限公司、安徽三星化工有限责任公司、安徽莱姆佳肥业有限公司、上海永通化工有限公司、江苏绿港现代农业发展股份有限公司
中南地区:广东唯新生物科技有限公司、广州先益农农业科技有限公司、芭田股份、茂名市春霞肥业有限公司、河南安阳喜满地肥业有限责任公司、湖北兴发化工集团股份有限公司、湖北祥云(集团)化工股份有限公司、湖南衡阳金化科技有限公司
华北地区:山西浩之大生物科技有限公司、河北根力多股份、河北高盛化肥有限公司
西南地区:米高集团、贵州开磷集团、瓮福集团、四川龙蟒集团、四川施可利化肥有限公司、四川川化青上化工有限公司、四川宜宾长江化工有限公司
东北地区:中化集团、吉林万通
西北地区:陕西中衡农资科技有限公司、宁夏顺宝现代农业股份有限公司、宁夏玉泉生物肥料有限公司、银川宝庆肥业有限公司、银川金谷丰肥业有限公司、甘肃绿能农业科技股份有限公司
设备说明
安徽信远自2013年推出桶装液体水溶肥生产设备,包括自动计量配料、搅拌溶合、沉淀过滤、定量灌装等工艺过程。2014年信远又推出环保项目,使沼液变废为宝,成为肥料,解决沼液污染问题。
采用微生物发酵工艺,主要分为5道工序。1 贮液,沼液经预处理后送入原料罐,贮藏后送入发酵罐;2、接种发酵,沼液进入发酵罐,接种特定有益生物,并伴随充分的搅拌混合,液体在发酵罐中停留后送入配料罐;3、养分配料,为使肥料品质符合国家标准,需按严格的工艺程序向沼液中添加养分;4、贮液,添加养分后的液体送入成品罐,贮藏后送入包装罐;5、包装,对成品液体肥料进行自动灌装。
购买需知:
因是厂家定做直销,产品的型号、材质、规格的不确定性,所以网站上所标示的商品价格仅供参考!具体实际价格需要客户跟我们公司的相关人员沟通后确定。具体产品价格*以使用材质和规格不同所定。
如果您需要咨询请打以下电话,我们会给您详细的解答。欢迎您的来电!
15256021867 0551-62570280
目前的主要产品有:
多物料全自动配料、混合、计量、充填包装、开箱、装箱、封箱、码垛生产线
调料、火锅底料加工与包装成套生产线
水溶肥、冲施肥、滴灌肥、叶面肥自动化配料生产线
BB肥、配方肥、掺混肥自动化配料生产线
饲料、中药散剂全自动配料、混合、包装系统
颗粒、片状、粉料、流体全自动计量包装机
立式制袋充填包装机
多工位给袋式自动包装机
全自动抽真空、整形包装机
各类形态物料自动定量包装机
二次包装生产线
小袋装大袋包装设备
袋装箱自动流水线
码垛机器人、装箱机器人
十多年来我们打造出一支高素质的员工团队,可及时为全球客户提供各种不同产品的解决方案,包括整体项目的工艺流程设计、技术方案、非标线体设计、生产制造、现场安装调试、售后服务、技术培训等一整套服务。
在保证产品质量的同时,始终把好的服务给予用户。秉持“信以至诚,恒以达远,共创共赢,和谐发展”的经营理念,“从售前到售后,大限度地满足用户需求”的服务原则,我们的承诺是“想客户所想,急客户所急,客户满意就是我们的成功”。



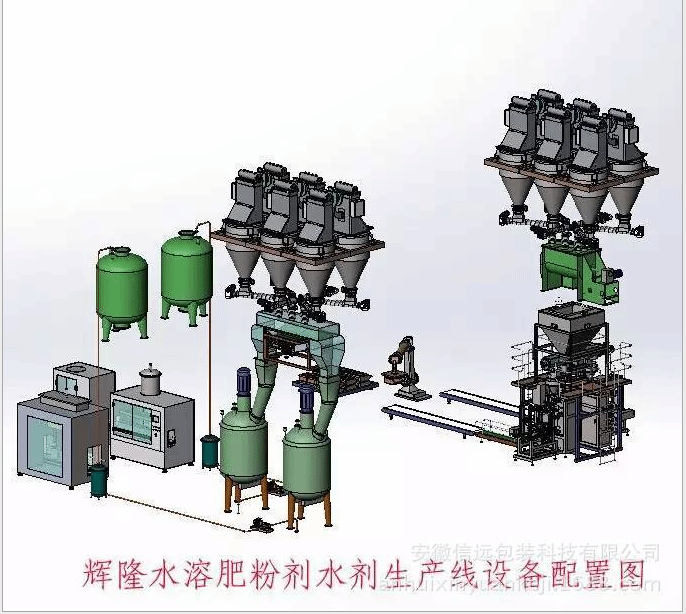
全自动粉剂水溶肥成套设备是我公司结合国内外水溶肥设备制造经验和客户使用反馈情况,研发制造了全新一代集自动配料、混料、包装于一体全自动生产设备。设备自动化程度高,可用电脑全程监控,可储存多种配方,生产方便。生产产量可查,可打印,方便统计,省时省力!操作简单,用工人数少,占地面积小,耗电低,易维护降低投资成本,设备主体采用304不锈钢,防腐性能强,提高了设备使用寿命。
工艺流程
原料经升降机进入投料平台---人工将物料倒入料仓—-脉冲除尘--自动秤重--混合——进入过度料仓--分料器---包装机
生产线设备组成及主要功能、性能特点
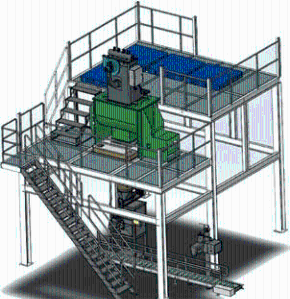
升降机
在地平面由人工将物料推进升降机, 将原料运输到投料层。
预混系统
物料投入混合机,总控系统自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混合均匀。
原料储料仓及秤重系统
投料口开袋站及脉冲除尘系统
在投料平台人工将物料有投料口投入,投料口配置有进料口,仓顶除尘器接口及防粉尘开袋站及除尘系统。
工作原理
袋装的粉状原料由人工移至投料口, 打开投料口活动门,开袋站风机启动,开始抽风吸尘或由其她输送装置将物料从投料口投入后,下落进入原料储料仓,悬浮的粉尘被吸附在过滤袋上,随着时间的增加而积附在滤袋上的粉尘越来越多,滤袋的阻力加大,通过性降低,此时由PLC控制系统,根据过滤袋上物料厚度,启动脉冲阀,按顺序触发开启,气包内的压缩空气瞬时地经脉冲阀至喷吹管的各孔喷出,再经文氏管喷射到各对应的滤袋内;过滤袋在气流间反向作用下急剧膨胀,使积附在过滤袋上的物料粉尘脱落,使过滤袋再生,被清掉的物料落入下箱体。积附在滤袋上的粉尘被周期性的脉冲喷吹清除,使滤袋始终保持较好的通过性,保证除尘系统的连续运转。粉料投料口增设脉冲除尘系统,可解决粉料投料造成的粉尘飞扬及污染环境,确保工作环境良好。
物料混合系统
物料投入混合机,总控系统自动控制混合、卸料、开关料门动作,混合时间、卸料时间的长短均可数字设定,确保混合均匀。螺带搅拌机构,设计独特,物料左右上下三维复合运动,可快速搅拌均匀。
储料仓
将混合好的物料卸入过渡仓内。包装机储料仓包括:料仓体、料仓上盖、仓壁强制下料装置。料仓与混合机出料口采用软连接,为防潮封闭设计。侧壁强制下料装置,对于粘附在侧壁上的物料,强制振动下料。
螺旋分料器
全304不锈钢结构,均匀给两台包装机供料,料仓带料位控制。
DCS-50FW/S-FT水溶肥包装机
1)箱体支承架及所有接触物料部分均为304不锈钢
2)单螺旋自动供料、变频调速,实现快加、慢加、来达到称效果及精度要求。
3)传感器及其悬挂装置,核心控制部分采用*进的电子称重技术,高智能化称重控制器;装包数、装包量自动统计;计量速度快、精度高,性能长期稳定、可靠。
4)气动夹袋装置,人工套袋,气动夹袋,自动落袋。
5)有故障自检测功能,可自动检测快加、中加、慢加、称重、稳定、夹袋、卸料、落袋每个动作的状态。
6)手动状态下的强制包装功能,在自动控制程序出现故障时,可手动操作完成包装过程,生产不会中断。
7)为了避免传感器受到肥料粉尘影响,故采用了外套封装装置。
8)包装秤料仓包括料仓盖、料仓体;料仓盖带进料口、出气管,出气管连接除尘器,料仓盖与料仓体密封,304不锈钢。
9)为了避免螺旋在堵料的情况下易清理,所以螺旋管道螺杆可便于拆卸,方便清理。
10)托辊式胶带输送机
11)M袋热封口机
总控制系统
设备配置
自动电脑配料系统、气流输送系统、自动混合系统、脉冲除尘系统、中转料仓、计量充填包装系统、检修平台、生产线总控制柜与电气控制系统。
技术参数
包装物料 | 粉状或结晶体水溶肥、冲施肥 |
生产能力 | 1.2-16吨/小时 |
包装规格 | 5-25kg/袋(大包装) 0.1-1kg/袋(小包装) |
配料精度 | ±0.1%-±0.2% |
生产流程
原料包输送—向各原料仓口投料—开袋站及脉冲除尘系统—按配方电脑配料(电子称重)—自动卸料—气流输送系统—脉冲除尘—自动混合均匀—自动卸料至定量包装机料仓(料位自动控制)—自动计量包装
性能特点
1.集配料、混合、包装于一体,配料、混合、包装均为自动化;
2.将3-10种物料,按照配方规定的重量配比自动配料后混合均匀,按5-25kg/袋、0.1-1kg/袋规格自动计量、充填、包装。
3. 大包装规格使用预制复合膜袋或是编织袋,小包装规格可使用预制袋或自动制袋。
4.生产线工艺流程设计、设备结构设计、材料的选用符合防腐蚀的要求,设备能方便清理干净,所有接触物料部件均为304不锈钢。
5.因为水溶肥物料易吸潮,高温易液化,本生产线设备配料、混料速度快,生产过程采用封闭设计,不会吸水返潮。
6.计量精确,配料精度达±0.1%-±0.2%,混合均匀高效。
7.配料系统可存储多个配方,配方修改方便;可实现0.1-1kg/袋、5-10kg/袋等多种规格的配料与包装。
8.设备布置紧凑、能耗低,节能高效。
9.操作、维修方便,性能稳定,故障率低,运行可靠。
10.人流、物流通畅,自动化程度高,减少人工。
性能特点
包装物料:硝酸钙、磷酸一铵、磷酸二氢钾、硫酸锌、氯化钾等各种粉粒状肥料;
生产能力:20-40包/分钟(按包装500g/袋规格),6-10包/分钟(按5-10kg/袋规格);
包装规格:400-1000g/袋、5-10kg/袋、20-50kg/袋
计量精度: 400g-1000g:±1%-±2%,5kg-10kg:±0.3%-±0.5%;25kg-50kg:≤±0.2%

生产流程





返回顶部



